|
Matériau du produit
|
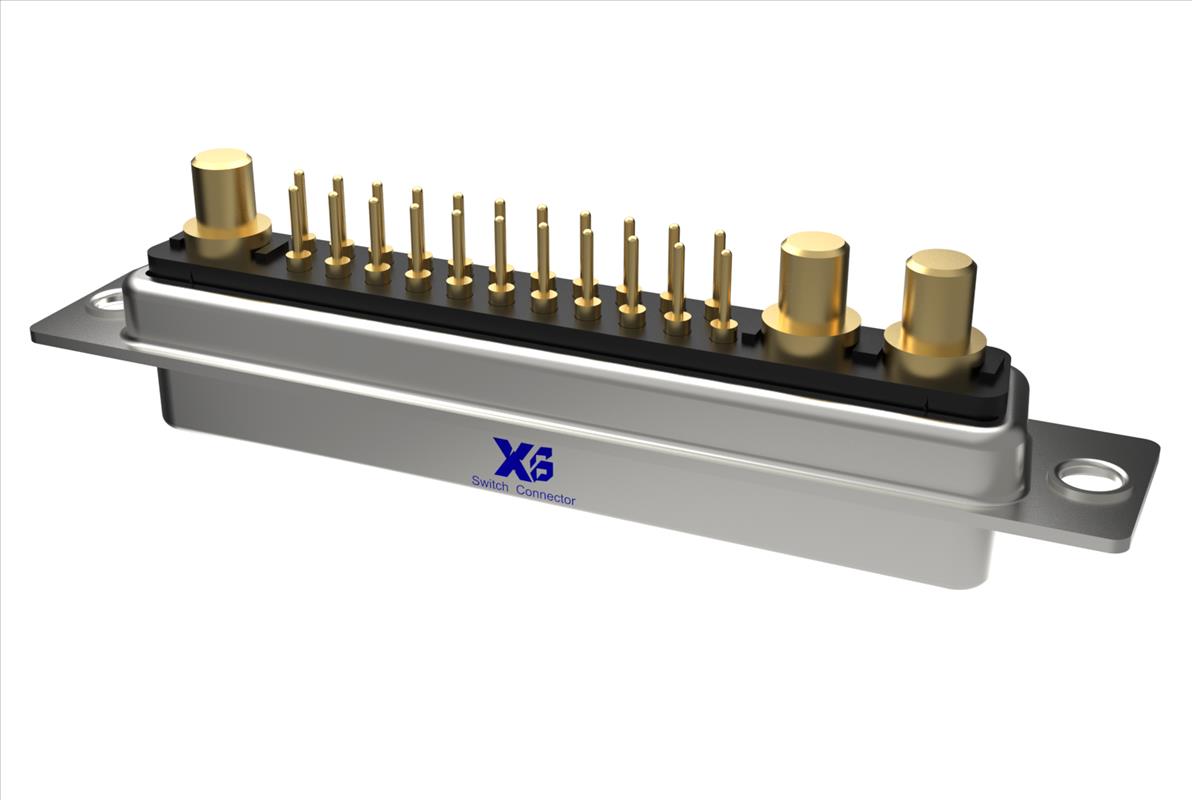
1. Connecteur D - Sub
|
Matériel
|
|
2. Coquille
|
UL94V-0
|
|
3.Terminal
|
Bronze phosphoreux plaqué argent/bronze phosphoreux plaqué or
|
|
3. Coque en plastique
|
Bronze phosphoreux
|
|
|
Caractéristiques des types de produits
|
Courant nominal
|
3A
|
|
Tension nominale
|
250 V CA/CC
|
|
Plage de température de fonctionnement
|
-55°C±125°C
|
|
Résistance de contact
|
30 mΩ
|
|
Résistance d'isolation
|
10 mΩ
|
|
Résister à la tension
|
1000 V CA
|
|
|
Résistance environnementale
|
Résistance au froid
|
-25 ± 2 ℃ 96/heure
|
|
Résistance à la chaleur
|
105 ± 2 ℃ 96/heure
|
|
Résistance à l'humidité
|
35 ± 3 ℃ humidité relative 90 ~ 95 % 96/h
|
|
|
Accessoires mécaniques
|
Méthode d'installation
|
Fil/plaque de liaison
|
|
Type de montage du connecteur :
|
montage sur carte
|
|
|
Test de soudabilité
|
Trempez les broches des bornes dans le flux pendant 5 secondes, puis plongez les broches des bornes dans un four à étain à 230 ± 5 ℃ pendant 5 ± 0,5 secondes.
|
La zone d'adhésion de l'étain doit dépasser 95 % de la surface immergée
|
|
|
Résistance à la chaleur de soudure
|
Les bornes doivent être testées pour la résistance à la soudure dans les conditions suivantes, et testées pour la résistance de contact après le soudage, la résistance thermique.
|
|
Basé sur : EIA-364-56A
|
Pas de fissures, rayures ou cassures
|
|
Température de brasage : 245°±5C
|
|
Temps : 3 s +/-0,5 s
|
|
Expériences de refusion et de brasage à la vague
|
brasage à la vague
|
La température de soudage recommandée pour le type DIP est de 260°C (500°F) pendant 5 secondes maximum
|
|
Soudure à la main
|
Utilisez un fer à souder de 30 W pour contrôler la température à 380°C et soudez pendant environ 3 secondes.
|
|
brasage par refusion
|
La température maximale du four de refusion SMT est de 260°C. Lorsque la température est de 260°C, la durée maximale ne dépasse pas 10 secondes.
|
|

|
 0769-82056828
0769-82056828 






 XB-25W3-SPVXXX40000
XB-25W3-SPVXXX40000 3D
3D
 Dessin
Dessin



 Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Suivez-nous
Suivez-nous