 0769-82056828
0769-82056828 




 XB-X10-CS74-036A1C0
XB-X10-CS74-036A1C0| Product ID | Product Image | Product Description | Product Code | Production status | Shipping Cycle | Gross item weight | MPQ | MOQ | Production in transit | Competitive purchases | Operation |
XB-X10-CS74-036A1C0  3D 3D
 Drawings Drawings |
 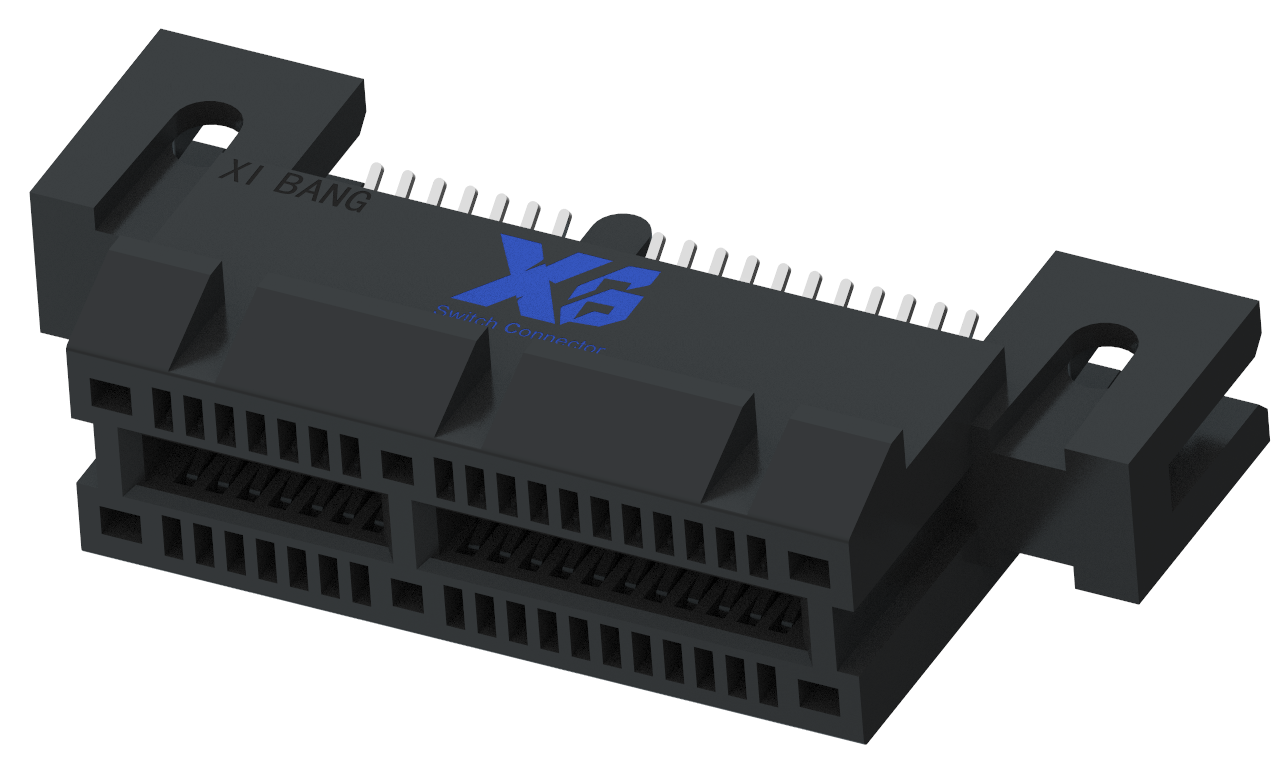 |
Mini PCI Express connector/PCIe connector/PCIe Express socket/PCIe port/PCIe slot | Normal | 4-7 days | 0.000 | 500 | 2000 | 10000 |  Compatible Xibang |
||
| XB-X10-CS74-064A1C1 3D
Drawings |
 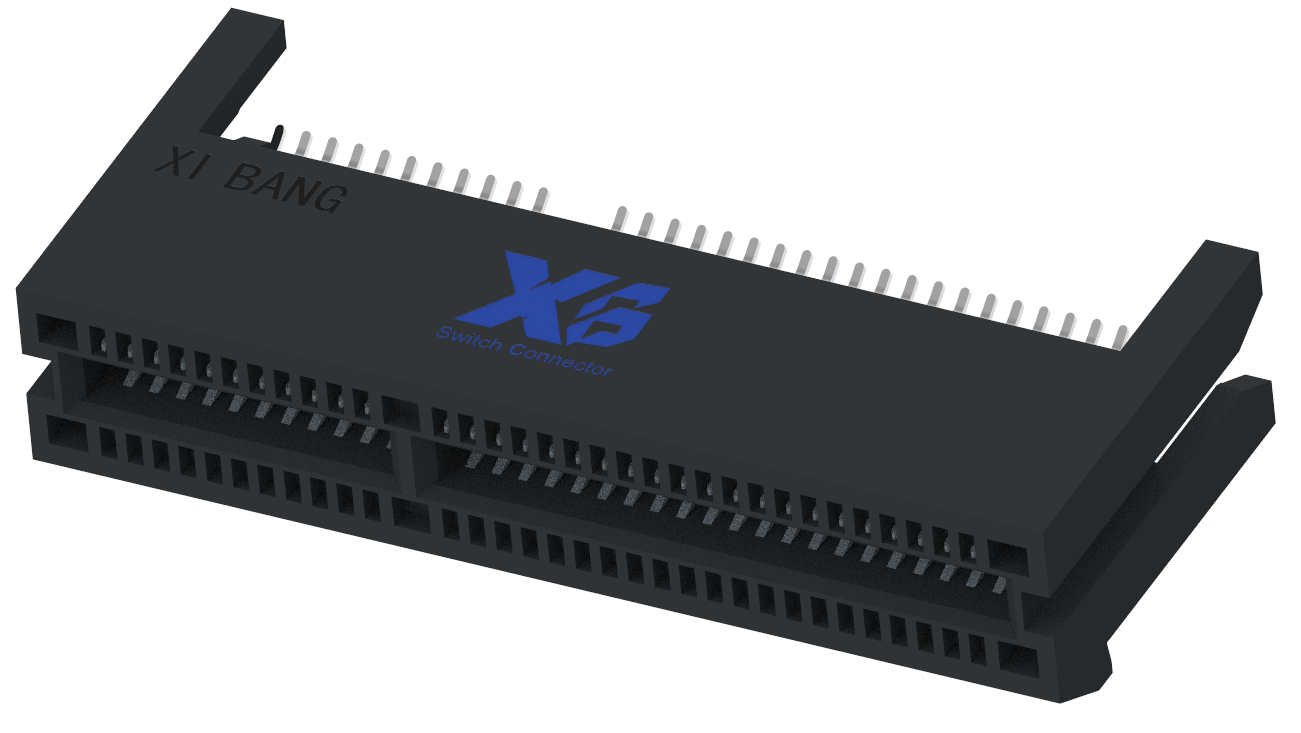 |
Mini PCI Express connector/PCIe connector/PCIe Express socket/PCIe port/PCIe slot | Normal | 4-7 days | 0.000 | 500 | 2000 | 10000 | Compatible Xibang |
| Product material | 1. The HDIM connector | material quality |
| 2. Contact terminal | yellow metal | |
| 3. Metal shell | Brass silver plated | |
| 4. Rubber shell shell | PBT UL94V-0 | |
| Product type features | Type of connector: | The mother end |
| direction: | right angle | |
| Connector system: | Cable to board | |
| Sealable: | yes | |
| Connector and terminal terminal: | printed circuit board | |
| Colour of glue core | Black / white | |
| Number of ports: | 1 | |
| End-connection features | Terminal terminal type: | Surface mount / plug-in |
| PCB termination method: | Surface mount / insertion | |
| Contact features | Terminal rated current (maximum value) (A): | 0.3A/0.5A 40V AC |
| machine accessory | installation site: | Intermediate installation |
| PCB Installation fixed type: | Welding wire / welding plate | |
| Connector installation type: | Board installation | |
| service environment | Welding temperature (max.): | 260°C |
| preheat temperature | 150~200°C | |
| Plug-in period (max.): | 1500 | |
| Group temperature range: | -25°C±85°C | |
| Operation / application | Be able to pick up: | deny |
| Circuit application: | Power supply and signal | |
| Packaging characteristics | Packaging method (patch SMD): | Roll / package |
| Packaging method (plug-in DIP): | Plastic suction / packaging | |
| heat deterioration | Place the connector in an environment of + 105 ± 2°C 250 | Appearance: No damaged contact impedance terminal: test 30 housing: test 50 |
| Hours, then move to 1-2 temperatures | The largest in Europe | |
| When, and then measure | ||
| Welding experiment | Dip the terminal foot in the flux for 5 seconds and then place the terminal | The tin attached area shall exceed the immersion table |
| The feet were immersed in a 245 ± 5℃ tin furnace for 3 ± 0.5 seconds | Over 95% of the area | |
| Heat resistance of welding tin | The terminals shall be tested for tin resistance under the following conditions, and test the contact impedance after solder heat resistance | |
| Electric soldering iron: 2 times | No cracks, scratches, and breaks | |
| temperature:≤350℃ | ||
| Time: 5s + / -1s | ||
| Reflow welding and wave crest welding experiments | wave-soldering | The recommended solder temperature is 260℃ (500°F) for a maximum of 5 seconds |
| Hand welding | 30W iron is used to control the temperature at 350℃ and the welding time is about 5 seconds | |
| Back furnace welding | The maximum temperature of SMT back welding furnace is 260℃ and the temperature is 260℃, the maximum time shall not exceed 10 seconds | |
|
|
||

 ABS English
ABS English


 Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Website
Website