 0769-82056828
0769-82056828 





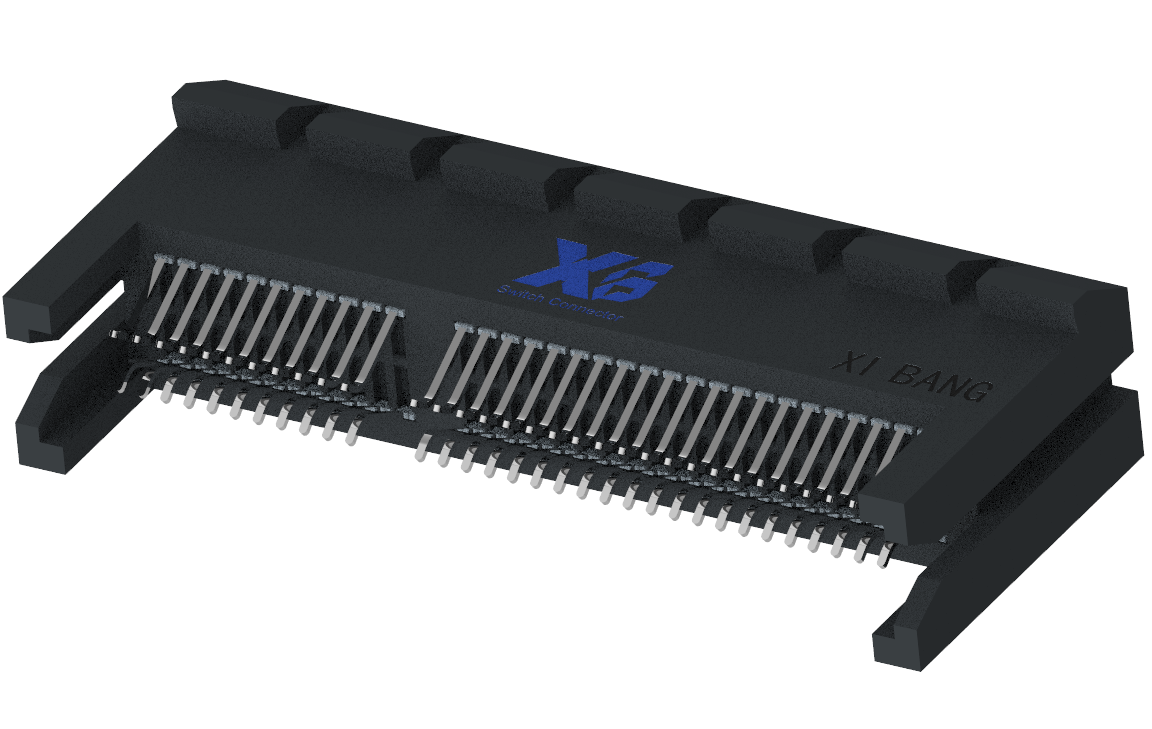
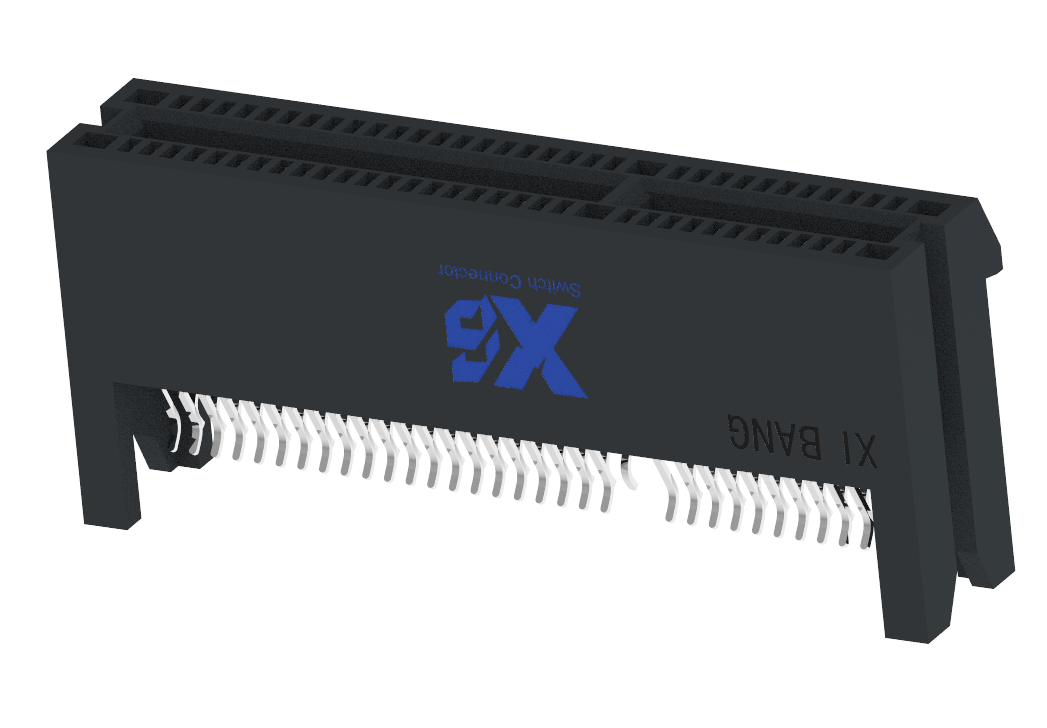

 XB-X10-CS74-064A1C1
XB-X10-CS74-064A1C1| Produkt-ID | Produktbild | Produktbeschreibung | Produktcode | Produktionsstatus | Versandzyklus | Bruttogewicht des Artikels | MPQ | MOQ | Produktion im Transit | Wettbewerbskäufe | Betrieb |
XB-X10-CS74-064A1C1  3D 3D
 Zeichnungen Zeichnungen |
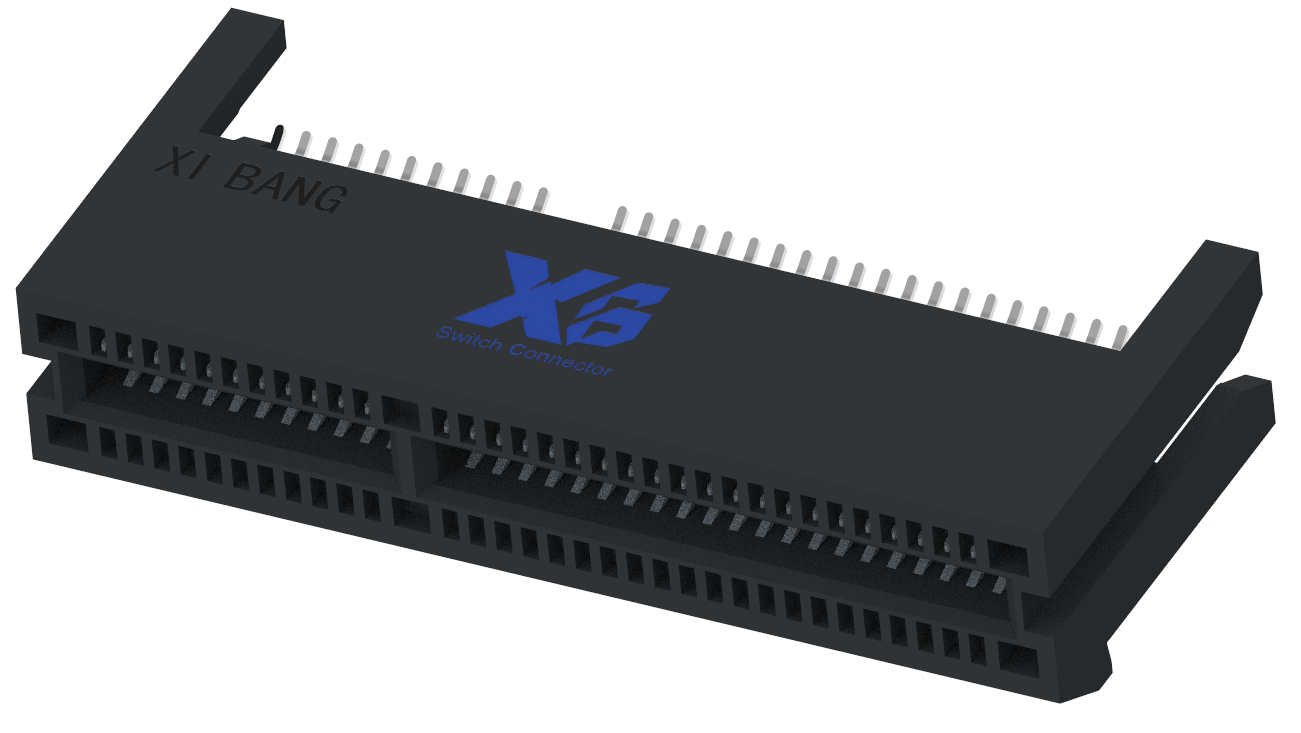 |
Mini PCI Express Stecker/PCIe Stecker/PCIe Express Socket/PCIe Port/PCIe Slot | Normal | 4-7 Tage | 0.000 | 500 | 2000 | 10000 | Keine Wettbewerber |
| Material der Produkte | 1. HDIM Connector | Material: |
| 2. Kontaktklemmen | Messing | |
| 3. Metallgehäuse | Messing versilbert | |
| 4. Gummischalengehäuse | PBT UL94V-0 | |
| Merkmale des Produkttyps | Typ der Steckverbinder: | Das Mutterende |
| Anfahrt: | Der rechte Winkel | |
| Steckverbindersystem: | Kabel zu Board | |
| Sealable: | Ja | |
| Die Steckverbinder und Klemmen sind verbunden mit: | Leiterplatten | |
| Farbe des Gummikerns | Schwarz/weiß | |
| Anzahl der Ports: | 1 | |
| Abschlusscharakteristik | Art der Anschlussklemme: | Oberflächenmontage/Plug-in |
| PCB-Endverbindungsmethode: | Oberflächenmontage/gerader Einschub | |
| Kontakteigenschaften | Nennstrom der Klemme (max.) (A): | 0.3 A/0.5A 40V AC |
| Mechanisches Zubehör | Einbauort: | Zwischeninstallation |
| Art der Befestigung für Leiterplattenmontage: | Schweißdraht/Schweißplatte | |
| Art der Steckverbindermontage: | Montage der Platten | |
| Using the environment | Schweißtemperatur (max.): | 260°C |
| Vorwärmtemperatur | 150 ~ 200 °C | |
| Steckdauer (max.): | 1500 | |
| Temperaturbereich der Gruppe: | -25°C ± 85°C | |
| Betrieb/Anwendung | Fähigkeit zu picken und zu platzieren: | NEIN |
| Schaltungsanwendungen: | Stromversorgung und Signale | |
| Merkmale der Verpackung | Verpackungsmethode (Patch SMD): | Verpackung und Verpackung |
| Kapselungsmethode (Plugin DIP): | Blister/Verpackung | |
| Thermische Alterung | Stecker in einer Umgebung von +105 ± 2°C einstellen 250 | Aussehen: keine Beschädigung Kontaktimpedanzklemme: 30 nach dem Test Gehäuse: 50 nach dem Test |
| Stunden, dann auf 1-2 kleine Standardtemperaturbedingungen verschieben | Milli-Ohm max. | |
| Wenn Sie die Messung durchführen | ||
| Lötbarkeitstest | Tauchen Sie den Klemmenfuß für 5 Sekunden in das Flussmittel und setzen Sie den Klemmenfuß | Die Fläche, an der Zinn angebracht ist, sollte größer sein als der Tauchtisch |
| Eintauchen des Fußes in einen Zinnofen bei 245 ± 5 °C für 3 ± 0,5 Sekunden | Mehr als 95% der Fläche | |
| Hitzebeständigkeit des Lötmittels | Die Klemme sollte unter den folgenden Bedingungen auf Zinnbeständigkeit getestet werden, und die Kontaktimpedanz sollte nach der Hitzebeständigkeit des Lötmittels getestet werden. | |
| Elektrischer Lötkolben: 2 mal | Keine Risse, Kratzer und Risse | |
| Temperatur: ≤ 350 °C | ||
| Zeit: 5s +/- 1s | ||
| Reflow-Löt- und Wellenlötversuche | Wellenlöten | Empfohlene Löttemperatur von 260 ° C (500 °F) für bis zu 5 Sekunden beim Typ DIP |
| Handschweißen | Kontrollierte Temperatur bei 350°C mit 30W Lötkolben, Schweißdauer ca. 5 Sekunden | |
| Rücklaufschweißen | Rückschweißofen Typ SMT mit einer maximalen Temperatur von 260 ° C und einer maximalen Zeit von nicht mehr als 10 Sekunden bei einer Temperatur von 260 ° C | |
|
|
||




 Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Add me as a friend
Add me as a friend  Website
Website